La cavitation de sortie extrados
Parce qu'elle peut occuper toute la section de passage à la sortie de la turbine, la cavitation de sortie a des conséquences importantes sur le fonctionnement de la turbine. Elle est liée au niveau aval et aux vitesses d'écoulement. Le nombre de cavitation a donc une influence primordiale sur son apparition et son amplitude.
Lorsqu'elle atteint la saturation, quand toute la section de passage est affectée, elle pénalise directement la puissance produite en réduisant la chute vue par la roue.
En terme d'usure, son agressivité est modérée quoi qu'avec le temps, les dommages cumulés puissent être importants. De grandes surfaces sont affectées, elle détruit le fini. La rugosité obtenue pénalise ainsi légèrement les performances même si on est encore loin de la saturation. Sa réparation est coûteuse et pénible, elle se fait par soudage. Des alliages résistants peuvent alors être utilisés avantageusement comme matériau d'apport afin d'allonger la période d'usure. Le cumul de réparations tend à déformer la roue, c'est donc un enjeu à maîtriser pour éviter une dégradation de la situation.
Il y a peu d'actions correctives possibles mis à part la réparation. On peut toutefois éviter la cavitation en limitant la puissance.
Les choix faits lors de la conception sont très importants pour la maîtriser. On parle alors de la forme du profil, du nombre d'aube et du diamètre de sortie.
Le calcul CFD[1] et les essais modèles sont des outils utiles et performants pour la prédire et valider la conception.
Le graphique qui suit présente le champ de pression extrados sur l'aubage en médaillon et un graphique montrant l'évolution de la pression statique absolue le long d'un filet fluide. Le calage en altitude de ces courbes permet de simuler différents sigmas et d'évaluer la surface où la pression sera inférieure à la tension de vapeur. Les usures observées sont généralement décalées vers l'aval de cette surface.

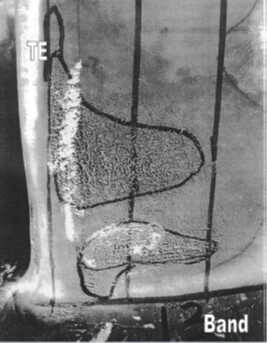
Avec la CFD et les essais modèles les conceptions récentes échappent généralement à cette cavitation. Les roues plus âgées étaient fabriquées en acier doux comme matériau de base et recouvertes localement d'acier inoxydable de grade ASTM 308L pour les zones susceptibles de caviter. Les images suivantes montrent les usures à la sortie subies par une telle roue. On y observe que l'acier doux a perdu sa peinture et est affectée par la rouille plus particulièrement à la frontière avec l'acier inox où de la corrosion galvanique a pris place. En s'approchant de la zone cavitante, le fini de surface devient de plus en plus rugueux et peut à la limite prendre la texture d'une éponge.
Pour réparer un tel dommage, on doit souffler à l'arc-air les surfaces usées sur 3 mm de profondeur minimum et étendre cette cavité vers l'aval. On remplit ensuite cette cavité avec le matériau d'apport choisi. Il faut ensuite lisser la surface par meulage.

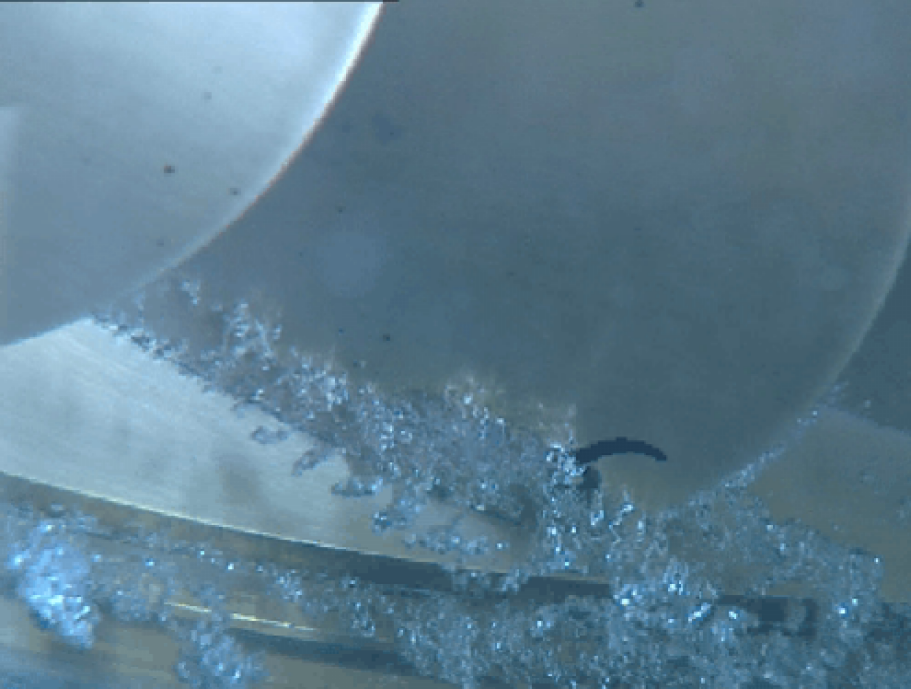
Pour une turbine moderne, la cavitation de sortie est généralement maîtrisée. Sur l'image suivante, pour des raisons esthétiques la roue en inox avait été peinte. Après plusieurs jours de fonctionnement, la peinture est devenue un détecteur de cavitation. On aperçoit des zones où la peinture commence à partir. Ce niveau de cavitation est très faible et n’altérera pas la surface d'acier inoxydable sous la peinture.

Lors des essais sur modèle réduit, il est toujours possible de faire caviter en sortie en réduisant le sigma. Le sigma représentant le début de la cavitation est à noter car il devient un critère pour définir l'enfoncement.